Descripción del proceso de coquización demorada
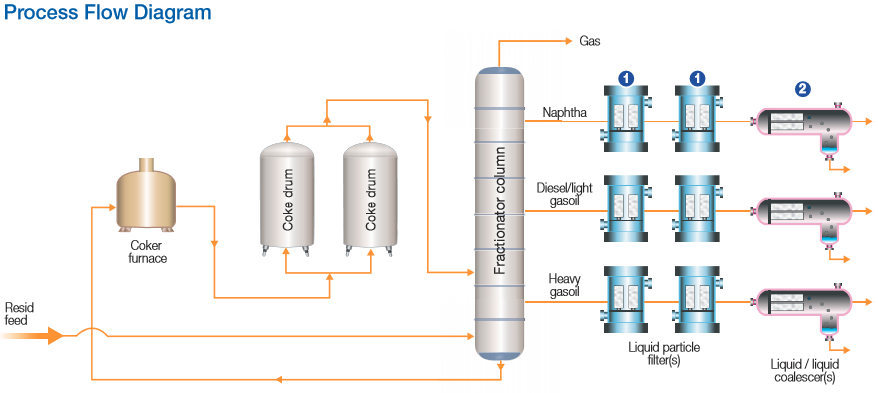
El Coker es una unidad de operación que se encuentra en las refinerías más complejas, con la cual se convierten los flujos de material alquitranado residual, a partir de la destilación de vacío y atmosférica, en productos de valor agregado e intermedios como gas licuado de petróleo, nafta, diésel, y gasoil liviano y pesado. La coquización normalmente se logra a través de una unidad de coquización demorada que comprende un horno, dos tambores de coquización: uno en línea y otro en regeneración, y una columna fraccionadora.
En el proceso de coquización en refinerías, el flujo se calienta a la temperatura de coquización en el horno, luego se alimenta al tambor de coquización en línea. Se inyectan grandes volúmenes de vapor luego del horno para demorar la reacción de coquización hasta que el flujo ingresa al tambor de coquización, donde el gasóleo pesado se craquea en hidrocarburos más livianos y en coque que se deposita principalmente en el tambor para la remoción durante el ciclo de regeneración. Los hidrocarburos craqueados luego se dirigen a la columna fraccionadora para la separación en diferentes flujos, los fondos se reciclan a la entrada para otro pase por el coquizador.
En el fraccionador, los restos de finos de coque y el vapor que se inyectó al principio del proceso salen en forma de productos fraccionados como partículas y contaminación de agua. Según el producto, la remoción del exceso de partículas y de agua es necesaria para lograr un producto final de calidad o para cumplir con los requisitos de materias primas para las operaciones de otras unidades, por ejemplo, en flujos de querosén o diésel que alimentan hidrotratadores.
Necesidades de una refinería
- Cumplir con las cuotas de producción de refinería de las unidades de coquización
- Garantizar los estándares de partículas y agua en el producto final para los flujos de nafta y diésel
- Proteger las unidades del sector downstream de los problemas de producción o fiabilidad relacionados con el agua o los sólidos en las fracciones del coquizador
Desafío para la producción. Soluciones de Pall
Desafío
Lograr los objetivos diarios de producción de la unidad de coquización.
Solución
Cumplir los objetivos de producción de coquización, las especificaciones de calidad de producto y la protección de la unidad del sector downstream a través de la remoción eficaz de partículas y contaminantes de agua libre que hacen que las fracciones no cumplan las especificaciones.
Desafío
Cumplir sistemáticamente con las especificaciones de partículas y agua en los flujos de nafta y diésel para la mezcla del producto final.
Solución
Para el control de partículas:
- Los contaminantes de partículas sólidas en el coquizador de operaciones demoradas son mayormente finos del coque, algunos tan finos que podrían no ser retirados adecuadamente con filtros de calificación nominal o medios filtrantes sin tamaños de poro fijos que puedan presentar una descarga, la migración, traspaso o sellado defectuosos.
- Se ofrece una gama de elementos filtrantes con calificación nominal y absoluta para reducir de manera confiable los sólidos suspendidos según las especificaciones para sólidos en productos intermedios o en el producto final.
Desafío
Garantizar la protección del lecho del reactor en el sector downstream de la acumulación de ΔP o de la desactivación debido al ensuciamiento con sólidos y la contaminación del agua.
Solución
Para el control de líquidos:
- Los coalescedores de fibras de vidrio convencionales se desarman debido al alto volumen de surfactantes en las fracciones, compuestos de azufre naturales o aditivos como inhibidores de la corrosión o sustancias químicas para el tratamiento de pozos. Los coalescedores desarmados permiten el pasaje de altos volúmenes de agua libre en el sector downstream hasta que los elementos se reemplazan, lo que produce fracciones con alto contenido de agua.
- Otros separadores como los mesh pack, los chevrons, los ciclones, los lechos de arena o los precipitadores electrostáticos no brindan una remoción eficaz de las microgotas finas emulsionadas que crean los surfactantes, por lo que se observarán altos niveles de agua libre en el sector downstream.
- Los coalescedores de alta eficiencia AquaSep® EL funcionan sin desarmado y brindan una remoción eficaz de las emulsiones finas a tan solo 15 ppm/v de agua libre, lo que protege la calidad del producto final y los procesos del sector downstream como los lechos hidrotratadores.
Aplicaciones clave/recomendaciones de filtración (no se muestran otras aplicaciones)
Aplicación
1.
Prefiltración previa al filtro coalescente de líquido/líquido
Beneficios para el cliente
Mejora la eficiencia y la vida del filtro coalescente líquido/líquido.
Garantiza la calidad del producto y satisface las necesidades de fiabilidad de la unidad del proceso de downstream a través de la remoción eficaz de sólidos problemáticos.
2.
Remoción de agua
Garantiza la calidad del producto y satisface las necesidades de fiabilidad de la unidad del proceso de downstream a través de la remoción eficaz del agua libre problemática.


Nuestros productos
Lideramos la industria con soluciones de productos que se adaptan a las necesidades de nuestros clientes.