Nossas soluções para remoção de lama pode apoiar as necessidades da indústria de alimentos e ingredientes
Explore nossa filtragem de fluxo cruzado de fluidos e efluentes de processo
A remoção de turbidez ou a clarificação do xarope de glicose é uma etapa importante na produção de adoçantes como glucose de milho com alto teor de frutose e dextrose. A remoção de óleos, proteínas e fibras é importante para garantir a eficiência nas etapas posteriores do processo. Dada a alta carga de sólidos suspensos e a necessidade contínua de processamento, as tecnologias de clarificação comuns incluem centrifugação e tecnologias baseadas em filtro auxiliar, como filtros de tambor rotativo a vácuo e prensas de câmara. Os sistemas de filtração de fluxo cruzado da Pall que utilizam filtros de cerâmica Membralox® são uma atualização moderna dessas tecnologias existentes.
A remoção de lama ou a clarificação do xarope de glicose é uma etapa importante na produção de adoçantes como xarope de milho com alto teor de frutose e dextrose e outros processos de produção de adoçantes. A remoção de óleos, proteínas e fibras é importante para garantir a eficiência nas etapas posteriores do processo. Dada a alta carga de sólidos suspensos e a necessidade contínua de processamento, as tecnologias de clarificação comuns incluem centrifugação e tecnologias baseadas em filtro auxiliar, como filtros de tambor rotativo a vácuo e prensas de câmara. Os sistemas de filtração de fluxo cruzado da Pall que utilizam filtros de cerâmica Membralox® são uma atualização moderna dessas tecnologias existentes.
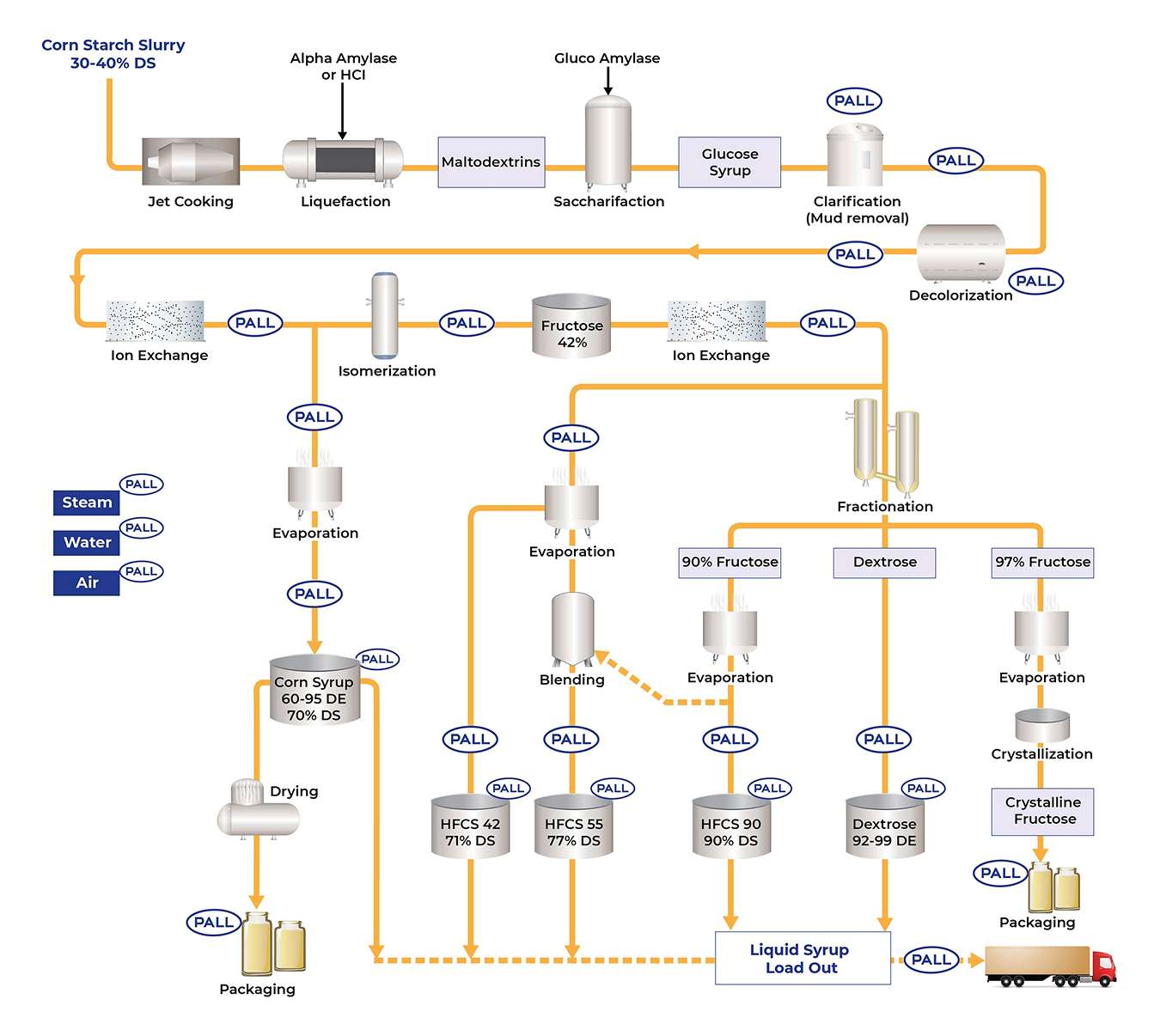
No processo de produção de xarope de milho com alto teor de frutose ou no processo de produção de adoçante, depois da liquefação e sacarificação, a clarificação do xarope de glicose é geralmente a etapa de filtração primária para remover sólidos suspensos. A remoção de traços de óleo, proteínas e fibras nesse estágio ajuda a melhorar a eficiência da resina downstream ou o tratamento com troca iônica, evaporadores e polidores.
A remoção da lama é realizada por vários métodos, desde centrifugação até filtração. Os fabricantes da atualidade estão procurando as soluções de clarificação mais econômicas que fornecerão a mais alta qualidade de produto e rendimento máximo, garantindo a segurança do processo e minimizando os volumes de resíduos.
Para lidar com essas exigências, a Pall oferece sistemas de filtração de fluxo cruzado usando as membranas cerâmicas Membralox. Esses sistemas oferecem benefícios únicos, incluindo desempenho definido, risco de contaminação reduzido devido aos sistemas fechados, taxas de extração de metabólitos alta e minimização do desperdício. Devido à qualidade de filtração consistente, as economias nos custos operacionais podem ser alcançadas nos leitos de resina downstream ou nas unidades de troca iônica. Os filtros de captura são desnecessários, uma vez que não há sangria ou derramamento no auxiliar de filtração. Finalmente, o retentado de fluxo cruzado recuperado pode ser usado para alimentação animal ou potencial conversão em álcool.
Converse com um de nossos especialistas para descobrir qual é a solução de filtração certa para suas necessidades.