Recuperação de etanol e conversão da vinhaça em grãos secos de destilaria com solúveis (DDGS)
O etanol é produzido de forma sustentável com fermentação de levedura de açúcares provenientes de matéria-prima de biomassa – principalmente grãos (milho, trigo, cevada, centeio, triticale) ou açúcar (cana, beterraba).
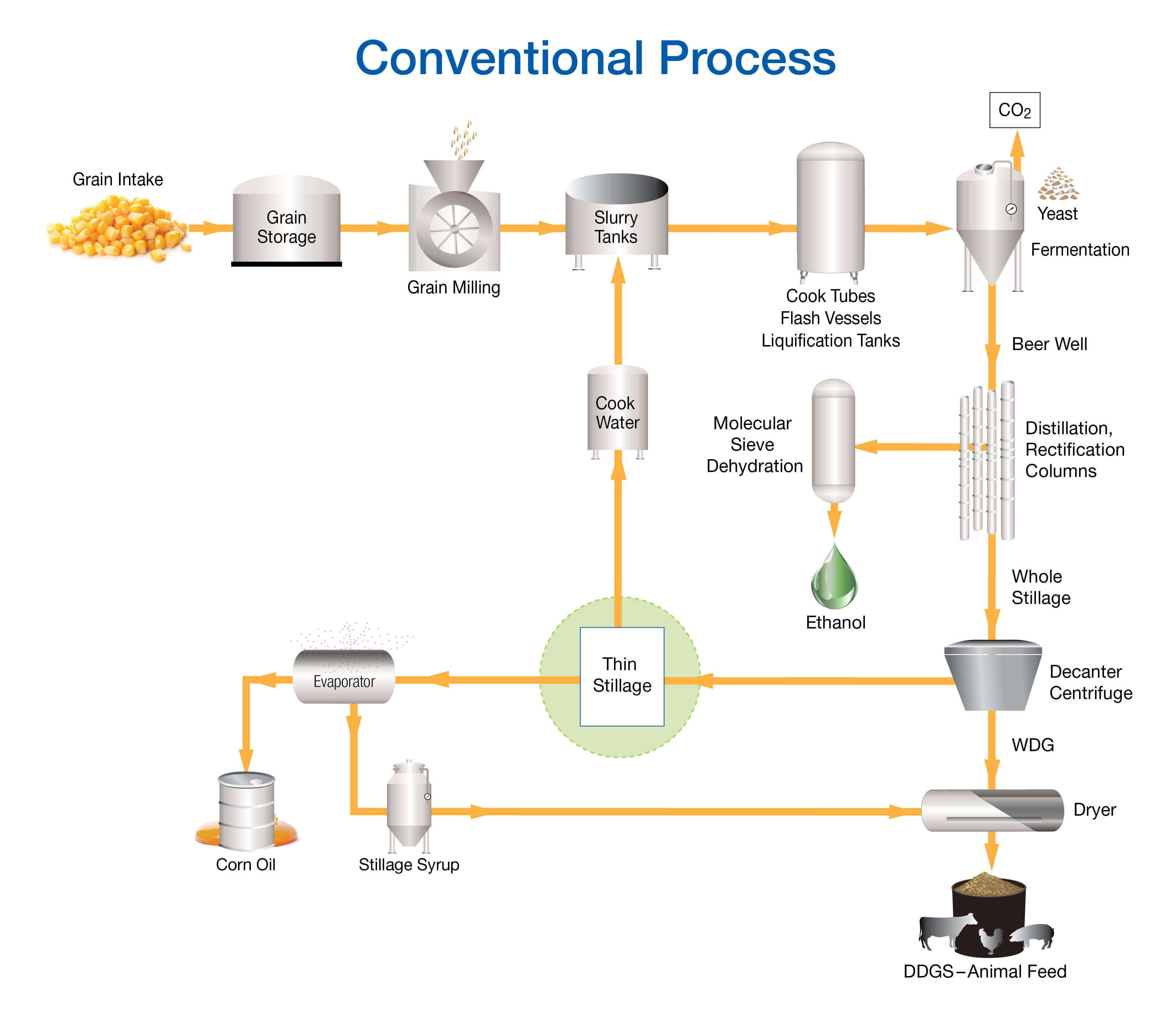
Após a fermentação, o etanol é recuperado por destilação. O resíduo, também conhecido como vinhaça, geralmente é convertido em alimentação animal com alto teor de proteínas e é chamado DDGS (Grãos Secos de Destilaria com Solúveis). DDGS é uma combinação seca de fluxo descendente da centrífuga de vinhaça (sólidos suspensos) e transbordamento da centrífuga (chamado vinhaça fina) concentrada por evaporação.
Como a reciclagem da vinhaça fina afeta os rendimentos de etanol?
Uma prática comum é reciclar uma porção de vinhaça fina devolvendo-a aos tanques de cozimento de carboidratos/lodo como água de reposição no início do processo. Devido à alta carga de sólidos suspensos restantes nesse líquido (5-7%) e à presença de óleos e outros componentes diversos, a vinhaça fina reciclada é adicionada à carga de sólidos não fermentados nos fermentadores. Isso diminui a capacidade de fermentação e afeta negativamente a produção de etanol.
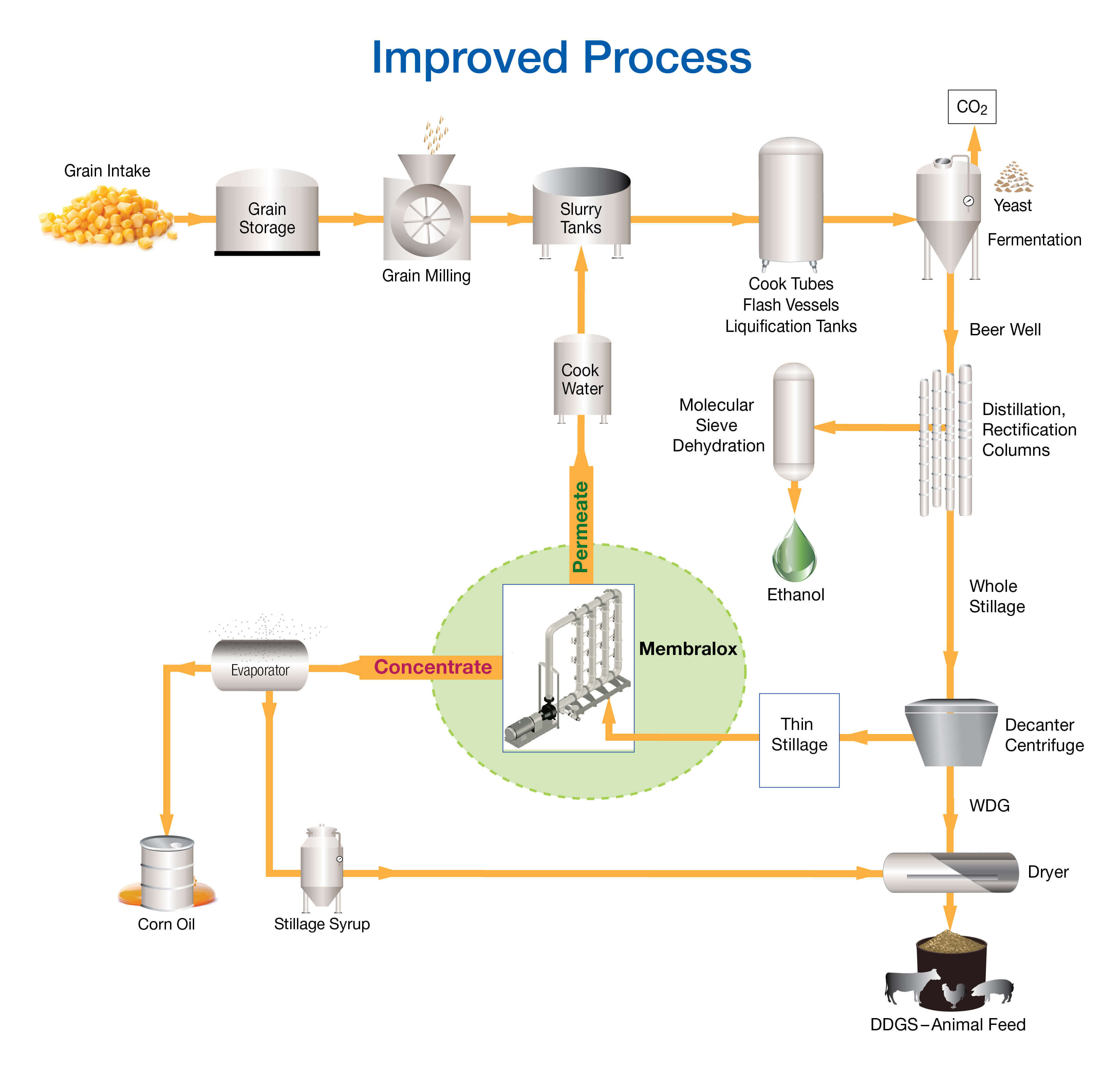
Fracionamento de vinhaça fina para maior eficiência na fermentação com a tecnologia de fluxo cruzado Membralox® da Pall
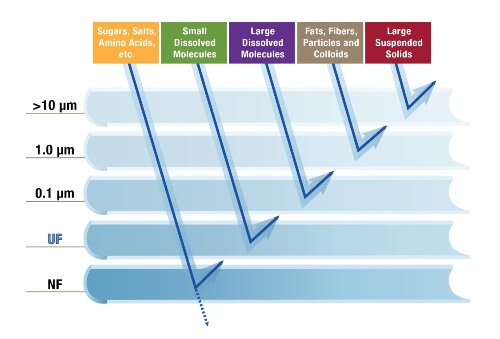
Com a tecnologia de fluxo cruzado Membralox® da Pall, o líquido da vinhaça fina é fracionado no permeado excepcionalmente claro (quase livre de sólidos suspensos, proteínas grandes e óleo) e fluxos retidos (alta carga de sólidos e óleo). O permeado cristalino é totalmente reciclado como água de reposição para o início do processo. Esse fracionamento da vinhaça fina tem impacto positivo no resultado da fermentação e é um dos determinantes do sucesso nesta aplicação.
Melhoria na economia do processo devido ao menor teor de umidade na vinhaça fina
O fluxo de concentrado (com 15-17% de sólidos suspensos) exige menos energia da evaporação downstream devido ao seu conteúdo de umidade mais baixo do que a vinhaça fina não tratada. A economia de energia obtida durante esta etapa do processo contribui significativamente para a economia geral.
Por fim, quanto mais proteínas e outros nutrientes são retidos na corrente de retentado, maior será o rendimento final e o valor nutricional do xarope que é adicionado de volta ao produto final da ração animal.
Diagrama de processamento da vinhaça: processamento convencional e processo aprimorado com as soluções Membralox da Pall
Benefícios do uso da tecnologia Membralox para o fracionamento de vinhaça fina
Implementar a Tecnologia de fluxo cruzado Membralox da Pall para fracionar vinhaça fina dá um forte impulso para melhorar o processo convencional de produção de bioetanol e alcançar uma economia significativamente melhor.
Os seguintes fatores ajudam a conquistar uma economia de custos significativa:
- Aumento do rendimento da fermentação de etanol – purificando efetivamente a vinhaça fina para obter um permeado de alta qualidade que é usado como água de reposição reciclada, livre de sólidos não fermentáveis e outros componentes indesejáveis.
- Redução no custo da água, até 50% de economia nos tanques de cozimento/polpa de grãos devido ao alto permeado.
- Redução custo de energia no evaporador, diminuindo o teor de água e aumentando a carga de sólidos em suspensão da vinhaça fina enviada ao evaporador em pelo menos 3 vezes.
- Aumento do rendimento da alimentação animal, aumentando o componente de sólidos suspensos no xarope.
- Construir o potencial para criar outros fluxos de valor agregado, especialmente do permeado.
- Maior simplicidade, confiabilidade e segurança do processo devido à automação do sistema.
A tecnologia Membralox da Pall de fluxo cruzado com operação automática e design totalmente modular ajuda a operar em temperaturas altas (80+ °C) de modo contínuo (24/7) para tratar quaisquer taxas de fluxo de vinhaça fina.
Valor agregado da recuperação
Estes processos baseados em membranas permitem a recuperação de valor adicional de fluxos secundários, transformando “resíduos” em produtos valiosos.
Por exemplo, quando filtramos a vinhaça fina, ou transbordo da centrífuga, podemos recuperar:
- Permeado totalmente transparente
- Retentado concentrado (15-17% de sólidos suspensos, óleo de milho e proteínas grandes)
Converse com um de nossos especialistas para descobrir qual é a solução de filtração certa para suas necessidades.

Soluções da Pall para outros processos de alimentos e bebidas:

Ingredientes Alimentares

Proteínas Vegetais

Clarificação do caldo de fermentação

Membranas Cerâmicas Membralox® IC
