As preocupações com o meio ambiente e a sustentabilidade impulsionam o desenvolvimento da produção de proteínas vegetais para complementar a fonte animal tradicional.
Dentro do mundo das proteínas vegetais, o ingredientes proteicos representam produtos de alto valor agregado devido às suas propriedades funcionais.
Para preservar as funcionalidades naturais, o processo de produção deve minimizar os potenciais efeitos de desnaturação (térmicos, químicos ou mecânicos) e evitar o transporte de contaminação natural (sólidos em suspensão, biocarga, gordura, fatores antinutricionais, etc.) através de métodos de purificação de proteínas.
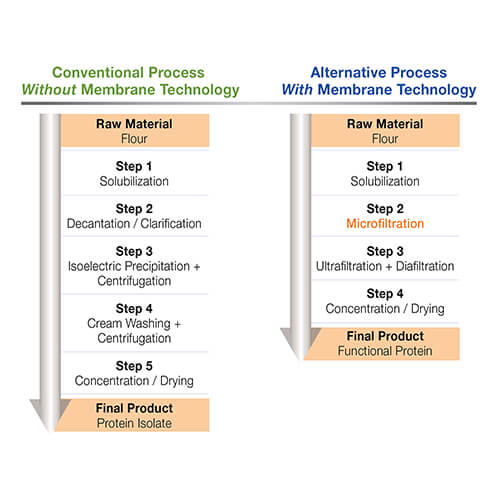
O atual processo de purificação úmida geralmente inclui pelo menos uma etapa de precipitação química e/ou térmica (no ponto isoelétrico) seguida por centrifugação. Além disso, esta solução é bem seca, o que gera uma desnaturação de proteínas e perda de proteínas solúveis.
Microfiltração de Crossflow é usada como uma técnica de purificação de proteínas usada na solução bruta para produzir um solução limpa de proteínas naturais (essencialmente livre de sólidos em suspensão, biocarga, gordura, etc.). Este pode ser ainda posteriormente purificado com outras membranas (UF/NF/RO) e/ou cromatografia.
Soluções de filtração para produzir ingredientes proteicos altamente funcionais
A população mundial em rápido crescimento está aumentando a demanda total por proteínas
A microfiltração de crossflow é usada há décadas na indústria de laticínios para purificar o leite (remoção seletiva de biocarga e gordura residual) e fracionar o leite (separando caseína das proteínas do soro), mantendo as propriedades naturais de cada tipo de proteína. As mesmas soluções também são utilizadas para purificar outros tipos de soluções proteicas (de origem animal, vegetal ou produzidas por microrganismos).
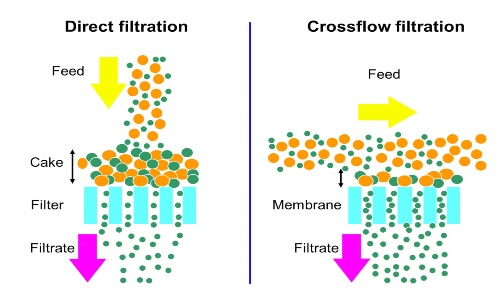
A filtração de crossflow o é uma barreira física que alcança alto rendimento de purificação, significativamente melhor que a centrifugação.
Os sistemas de crosfflow são totalmente fechados, automatizados, limpos e higienizados regularmente no local (mão-de-obra mínima).
Na produção, operam a temperaturas suficientemente baixas para evitar qualquer desnaturação térmica das proteínas
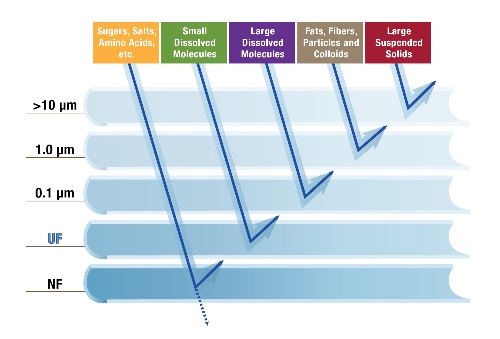
Para produzir proteínas funcionais, podemos utilizar diferentes graus de membranas (separadamente ou em combinação):
- Microfiltração “aberta” para remover sólidos não dissolvidos e produzir uma solução proteica “limpa”
- Microfiltração “apertada” para fracionar proteínas de acordo com seu tamanho (ex.: separar globulinas de albuminas)
- Ultrafiltração “aberta” para concentrar proteínas grandes
- Ultrafiltração “apertada” para concentrar pequenas proteínas antes da evaporação/secagem final
Em cada caso podemos “lavar”/purificar o concentrado proteico (Diafiltração) para remover açúcares residuais, sais, etc.
A filtração de crossflow contribui para a produção de concentrados de proteína com:
- Qualidade e funcionalidade naturais,
- Contagens muito baixas de bactérias/esporos,
- Teor de gordura muito baixo,
- Sem sólidos suspensos.
Os processos baseados em membranas permitem também recuperar valor acrescentado de fluxos secundários, transformando assim um “resíduo” em produtos valiosos.
Por exemplo, quando filtramos o transbordamento da centrífuga após a precipitação das globulinas por pH, podemos recuperar:
- albuminas naturais dissolvidas (produto valioso com propriedades interessantes)
- finos instáveis de globulina (aumento do rendimento de globulina)
Em ambos os casos podemos lavar o concentrado para melhorar a pureza do produto eliminando açúcares, sais, fatores antinutricionais, etc.
Converse com um de nossos especialistas para descobrir qual é a solução de filtração certa para suas necessidades.
-
fiche_HCB_F
Baixar:

Membranas Cerâmicas Membralox® GP

Módulo Sanitário Membralox® SD
