




The Importance of Removing Mercury from Natural Gas
Mercury is present in most natural gas fields in concentrations from <10 ppb to >1 ppm as elemental (metallic), organic, and also inorganic compounds. Mercury removal to non-detectable levels is important since it is toxic, can poison catalysts used in downstream process units, and can damage downstream equipment through liquid-metal embrittlement (LME), a form of corrosion leading to crack initiation and propagation primarily in equipment constructed from aluminum. It has resulted in numerous equipment failures, unscheduled shutdowns, and in some cases fires.
What Are The Methods To Remove Mercury(Hg) From Natural Gas?
Mercury removal from natural gas can be achieved using either non-regenerative or regenerative adsorbents. In both cases hydrocarbon gas enters the top of an adsorption tower and flows downward through the adsorbent where the mercury is adsorbed, exiting the bottom for further processing or sale. Regenerable systems have two or more adsorption towers enabling one to be regenerated while the remaining tower(s) are in operation. Bed regeneration is accomplished by flowing heated regeneration gas upward so that contaminants adsorbed near the inlet can be removed without flushing them through the entire bed. Protection of the beds from liquid water contamination is critical to ensure effective mercury removal and long, reliable bed life.
What does a gas plant need from a mercury removal unit?
- Achieve or exceed natural gas or LNG production quotas via reliable treatment of raw natural gases
- Provide consistent gas quality for mercury content, typically <10ng/Nm3 (approx.1 pptv)
- Protect downstream cryogenic equipment against LME
- Minimize adsorption bed degradation or capacity loss resulting in premature bed replacement
Challenges in Mercury Removal
Challenge - LME Failure
| Solution |
| Protection of downstream aluminum equipment from LME failure due to adsorption bed degradation that reduces mercury removal due to foreign material, such as glycol, amine, lube oil, corrosion inhibitors and solids, coating and plugging the pores of the adsorbent, typically leading to the need for expensive premature bed replacement | Improve your equipment reliability, productivity and safety via assured mercury removal process efficiency and bed life with effective liquid and solid removal upstream of the adsorption beds. Bed life extensions of a year or more may be possible from improved protection.
|
Challenge – Bed Damage | Solution |
| Bed damage due to continuous low level or slug ingression of liquid water, causing the bed to “explode” from thermal shock | Protect against introduction of traces or slugs of liquid by capturing the water upstream of the desiccant beds.
|
Challenge - Desiccant Fines In Gas Stream | Solution |
| Damage to downstream process equipment due to entrainment of desiccant fines in the mercury-free gas stream | Ensure productivity and reliability by protecting downstream equipment such as cryogenic heat exchangers, compressors and catalyst beds through effective solids control downstream of the adsorption beds.
|
Mercury Removal Process Flow Diagram
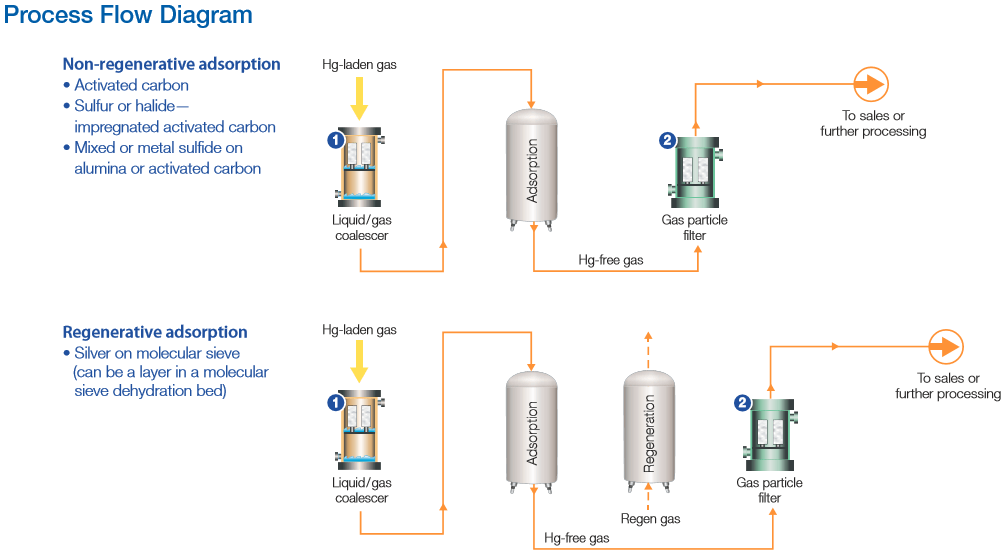
Key Application/Filter Recommendations (other applications not shown)
Application
1.
Contactor inlet coalescer
Customer Benefits
Productivity, process and equipment reliability and on-spec mercury content via maintained adsorber efficiency and capacity
2.
Downstream protection
Downstream process reliability by elimination of adsorbent dust
For more information on improving the efficiency of your processes, contact our team of filtration experts.

-
Mercury Removal from Natural Gas
Download:
Our Products
Leading the Industry with product solutions that fit your customers needs.
Let’s find the right solution, together.
Let’s connect. We want to share our innovative filtration solutions with you today. Contact our knowledgeable subject matter experts for information on how we can help. Thank you and we look forward to assisting you shortly.